


Soldering is a fundamental process in the manufacturing of reliable, high-performance power supplies. This article explores the core principles of soldering, from material composition to best practices for achieving optimal electrical connections.
Matsusada Precision manufactures a wide range of power conversion equipment, including programmable DC power supplies, high-voltage power supplies, and AC power sources. For inquiries regarding specific models or custom configurations, please contact us.
What is Solder?
Solder is a fusible metal alloy used to create a permanent bond between metal workpieces, ensuring both electrical conductivity and mechanical strength. A soldering iron heats the base material, allowing the solder to melt and flow onto the joint (via wetting and capillary action). This process forms an intermetallic compound layer at the connection surface, creating a solid bond.
Solder Composition
Various solder alloys are available depending on the application and ingredients.
Historically, lead-containing solder (eutectic solder) was common. However, lead-free solder has become the industry standard due to environmental regulations and awareness.
The most common lead-free solder is the Sn-Ag-Cu (SAC) series, typically composed of approximately 96.5% tin (Sn), 3% silver (Ag), and 0.5% copper (Cu).
The melting point of lead-containing solder is approximately 183°C. In contrast, lead-free solder has a higher melting point, typically ranging from 217°C to 220°C.
Flux-cored solder wire is widely used for manual soldering. It features a hollow center filled with flux, eliminating the need for separate flux application in many cases.
What is Flux?
The flux found in cored solder is derived from natural plant resin (rosin) mixed with chemical activators. Flux is essential for high-quality soldering and serves three critical roles:
- Cleaning: It melts before the solder (at approximately 90°C), removing oxides and contaminants from the base material and the solder itself.
- Wetting: It reduces surface tension, allowing the solder to spread smoothly over the metal surface.
- Protection: It covers the molten solder to prevent re-oxidation during the heating process.
What is Base Material?
Base material is the metal that is soldered.
Condition of the surface of the base material
The surface of the base material is covered with many obstacles to soldering. A metal surface that looks clean at first glance is actually covered with a lot of fine dust and dirt, as well as a surprisingly large amount of fats and oils. In addition, if the base material is left exposed to the air, it combines with oxygen to form an oxide film.
Shape of the base material
Since the shape of the base material greatly affects solderability and bonding reliability, the following conditions must be satisfied.
- The base material must be mechanically and securely fixed. Otherwise, it could move, resulting in cold solder joints.
- The base material must have appropriate clearance.
- The temperature of the entire joint area must rise the same amount at the same time.
- The structure of the base material must prevent the solder from flowing to unnecessary locations.
- The structure of the base material must prevent the flux from splattering to dangerous locations.
- Parts that are sensitive to heat must be protected.
- There must be no stress applied to joint areas.
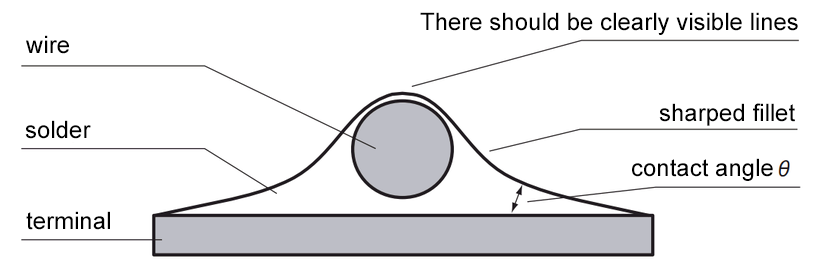
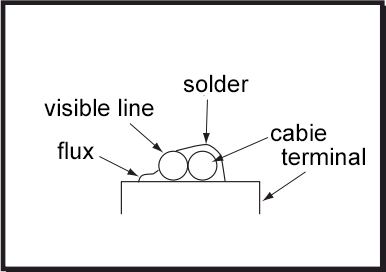
Key Points for Good Soldering
- The solder should have a natural glossy shine.
- There should be clearly visible lines.
- There should be correctly shaped fillets.
- Contact angle θ should be small.
- There should be no cracks or pinholes.
Examples of Soldering Defects
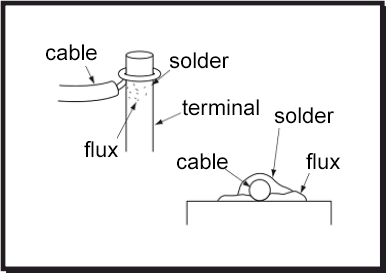
1. Flux Residue (Excess Flux)
Symptom
- Visible flux residue or film remaining around the joint.
Countermeasures
- Ensure the base material reaches the correct temperature to fully activate and burn off excess volatile components.
- Clean the base material surface prior to soldering.
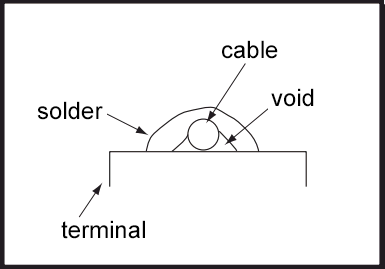
2. Internal Voids (Tunneling)
Symptom
- The fillet appears formed, but hidden cavities or "tunnels" exist inside the joint, leading to partial bonding.
Countermeasure
- Ensure the joint remains completely still until the solder has solidified.
- Apply sufficient heat to ensure flow-through.
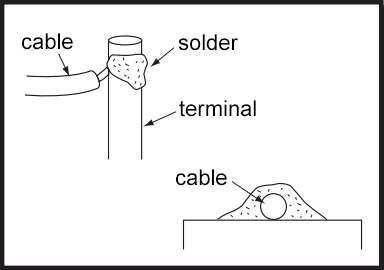
3. Cold Solder Joint (Disturbed Joint)
Symptom
- The surface is rough, grainy, or dull (lacking shine).
Countermeasures
- Avoid moving the component while the solder is cooling.
- Ensure the soldering iron tip temperature is appropriate (not too high or too low).
- Remove the old solder completely before re-soldering.
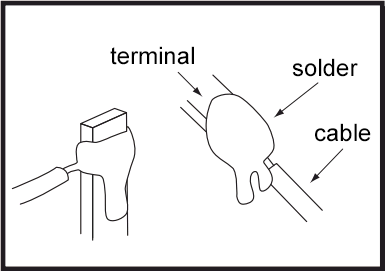
4. Excess Solder
Symptoms
- The joint outline is bulbous; individual wire strands or the pad shape are not visible.
- Solder obscures the connection point.
Countermeasure
- Reduce the amount of solder fed into the joint.
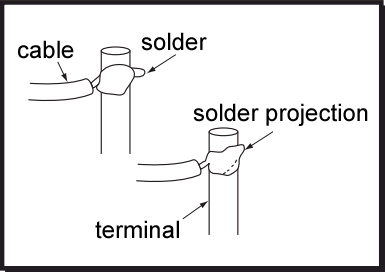
5. Icicling (Solder Spikes/Projections)
Symptom
- Solder forms a sharp spike or peak upon solidification.
Countermeasure
- Remove the soldering iron smoothly and quickly after heating.
- Ensure flux is still active (add flux if necessary).
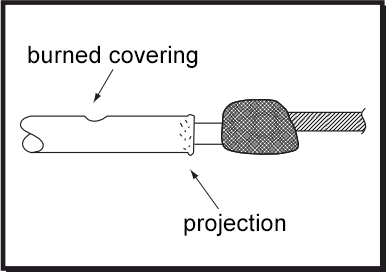
6. Burnt Insulation (Thermal Damage)
Symptom
- The wire insulation is melted or charred.
Countermeasure
- Improve soldering iron handling and avoid touching non-metallic parts.
7. Insufficient Solder
Symptom
- Poor wetting; the pad or lead is not fully covered. Mechanical strength is low.
Countermeasure
- Apply an appropriate amount of solder to form a proper fillet.
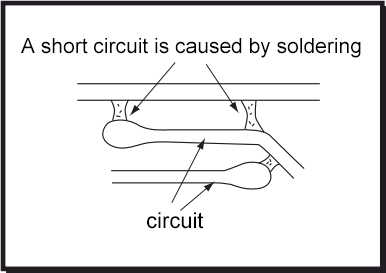
8. Solder Bridge (Short)
Symptom
- Solder connects two adjacent conductors, causing an electrical short circuit.
Countermeasure
- Use less solder.
- When withdrawing the iron, pull it in a direction that breaks the bridge.
Achieving Excellence in Manufacturing
At Matsusada Precision, the principles of soldering are not just theoretical knowledge; they are the foundation of our manufacturing process. By meticulously controlling every solder joint, we ensure the exceptional quality, reliability, and long-term performance of our high voltage power supplies, DC power supplies, and high voltage amplifiers. This commitment to excellence is what allows us to deliver the sophisticated and dependable products our customers expect.
Click here for more information about Matsusada Precision products.



